【蒸発濃縮装置Sorae】~蒸発濃縮装置触媒による処理効果テスト事例~
蒸発濃縮装置 Soraeシェア



神戸陸上営業チーム阪口です。
今回は、蒸発濃縮装置Sorae(ソラエ)に搭載している触媒の効果事例をご紹介させていただこうと思います。
先ず、弊社の蒸発濃縮装置Soraeについて簡単にご説明します。
常圧式で対象排液を加熱して、沸騰蒸発させた水分を大気へ放出して減容化する装置です。
排液によっては、蒸発物が臭気を放つ場合もあり、周辺環境への対応も考慮するため蒸発物は再加熱して触媒にて酸化反応させて無害化した後、大気へ放出するしくみとなります。
この度実施した案件は、お客様の工場内で印刷・接着する工程で発生する排液です。
既に減圧脱水にて濃縮減容化をされている状況で、処理で得た回収水は、BOD(生物化学的酸素要求量)やCOD(化学的酸素要求量)などの数値が水質放流基準より高いため二次設備(脱窒硝化)で再処理されています。
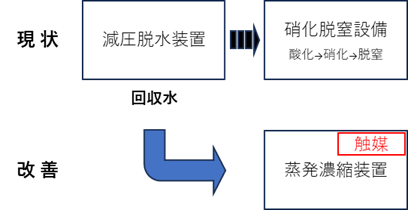 |
この二次設備の管理面や複数の薬剤を使用するリスク改善を目的にテストを実施しました。
減圧下での脱水処理後の回収水には低沸点物も共に含まれる場合が多く、水質に影響を与えることになります。
実施概要とテスト機フローを以下に紹介いたします。
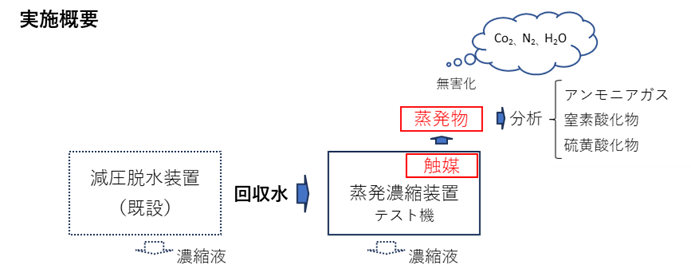 |
対象の回収水サンプル水は無色透明ですが、アンモニア成分が含有しており嗅覚でもアンモニア臭を感じるほどの性状でした。
お預かりしたサンプル(減圧脱水処理後の回収水)液を以下の処理要領で実施しました。
| ①サンプル液を蒸発室へポンプで供給 ②蒸発室内の廃液加熱ヒーターでサンプル液を加熱し、沸騰させる ③触媒加熱ヒーターにて再加熱された蒸発物は触媒で酸化分解 ※触媒加熱ヒーターは低温酸化分解させるために触媒を加熱しています。 ※窒素、二酸化炭素、水などに分解 ④無害化した気体は大気放出 |
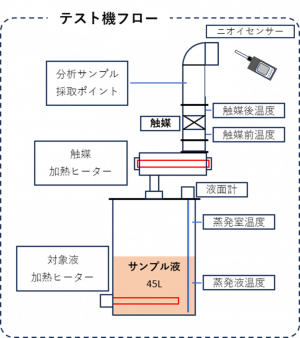 |
運転開始及び触媒加熱ヒーターOffとOn状態を比較し、臭気度合いをニオイセンサーにて測定し、嗅覚による臭気も確認したテスト事例です。
| 経過 | 蒸発室 排液充填保持量 |
蒸発液温度(℃) | 蒸発室温度(℃) | ニオイセンサ値 | 触媒ヒーター (設定:275℃) |
触媒前 温度(℃) |
触媒後 温度(℃) |
分析 (サンプル採取) |
| ①運転開始 | 45 | 42 | 22 | 935 | Off | – | – | – |
| ②触媒処理前 | 45 | 101 | 93 | 検出不能(O.L) | Off | – | – | 排ガス測定実施 |
| ③触媒処理後 | 45 | 101 | 95 | 75 | On | 278 | 285 | 排ガス測定実施 |
対象液において触媒加熱ヒーター設定温度275℃で処理したところ、酸化分解反応の効果が確認できました。反応が起こると触媒出口温度は入口温度より高い値を示します。
並行して排ガス測定を実施しました。
| 分析項目(ppm) | 蒸発濃縮装置 触媒処理前 |
蒸発濃縮装置 触媒処理後 |
分析方法 |
| 硫黄酸化物濃度 | <1.0 | <1.0 | JIS K 0103 イオンクロマトグラフ法 |
| 窒素酸化物濃度 | 2.0 | 7.0 | JIS K 0104 イオンクロマトグラフ法 |
| アンモニア濃度 | 4.3 | 0.4 | 昭和47年環告第9号-別表第1 |
※本事例は参考であり、保証値ではありません。お客様より要望があれば有償にて実施しております。
排ガス分析結果では、硫黄酸化物濃度は定量下限未満、窒素酸化物濃度は触媒出口で一部空気中の窒素が僅かに反応して値が微増ですが、両物質の濃度は問題ない値です。
アンモニア濃度は触媒処理後の数値が低減され、悪臭防止法に係る敷地境界規制値1ppmを下回っています。
このように、排液は蒸発濃縮装置Soraeに搭載している触媒効果にて蒸発物を無害化処理できることがおわかりいただけたと存じます。
排水処理水でお困り事などがございましたら是非コンヒラまでお問合せください。
ご連絡をお待ちしております。
関連製品情報
蒸発濃縮装置 Sorae